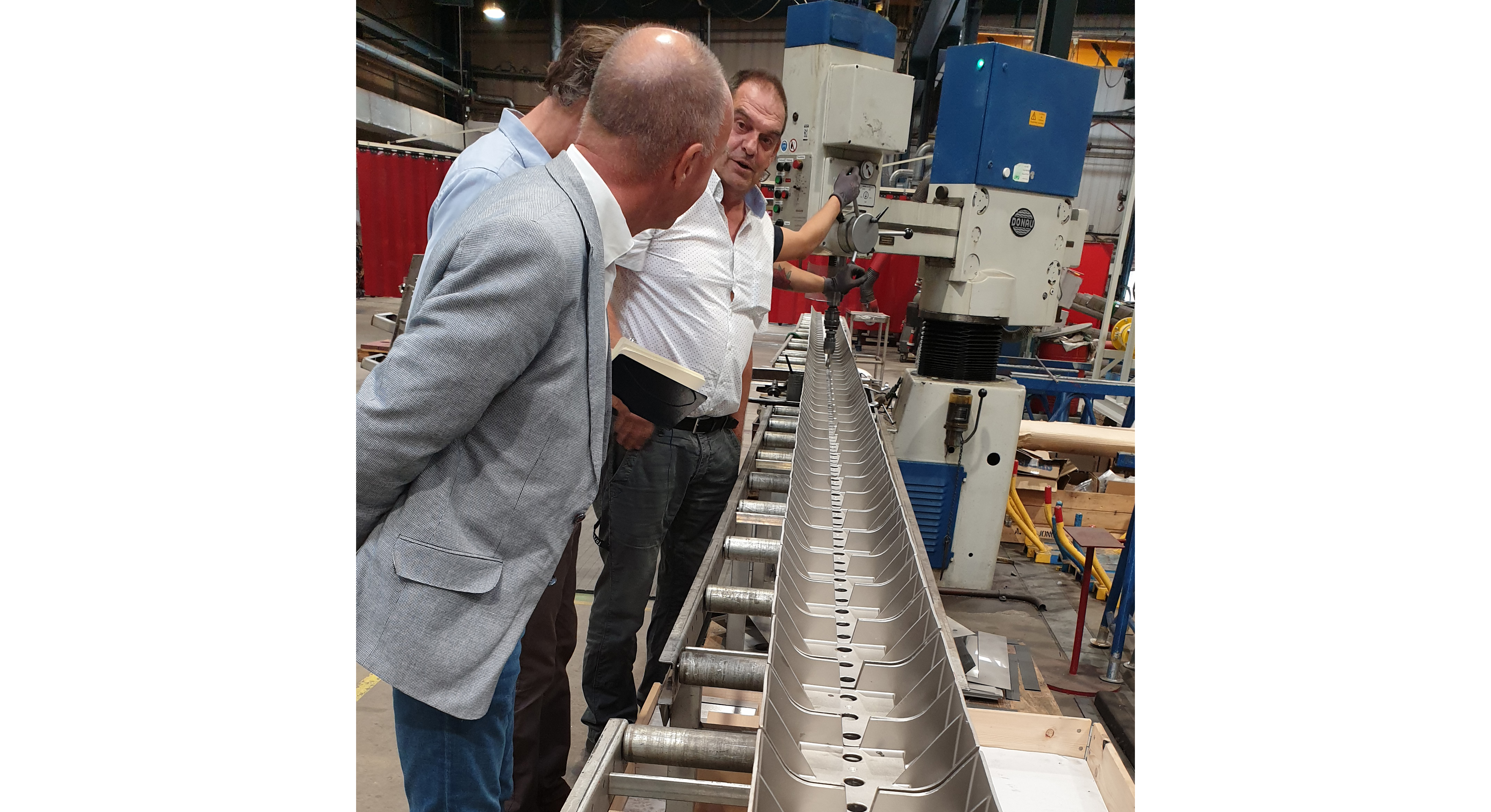
Gas street for a power plant
Meter run with orifice flow element

Our customer De Jong Combustion supplies burners for STEG power plants (see box) to cope with peaks in energy demand. To feed these gas burners, they design gas lines. The control of the gas flame is done with meterruns built around Seiko differential pressure meters with orifice flow element. After all, the installation must comply with the strict American AGA-3 standard. How do you generate 100MW of power that is immediately available?
The gas line designed by De Jong Combustion feeds a burner that heats a flue gas boiler 8m wide and 25m high. The flames are 3.5m high! The burner uses the exhaust gases from the turbine as combustion gas, because it still contains 13% oxygen and natural gas as fuel. The gas line contains the following elements:
- Flowmeter
- Gas filter for coarse contamination (a so-called boulder trap)
- Double block-and-bleed
- Main control valve
- Pressure measurement at any point triple
- Local control cabinet with PLCs
The application of a triple block-and-bleed makes it possible to start the burner quickly, which is necessary because the burner has to deal with a peak demand immediately. The whole is built into a skid that can be placed as a whole.

Metterun built in the skid
What's a CCGT?
In a CCGT power plant electricity is generated by connecting a gas turbine to a generator. The residual heat is used to increase efficiency. The exhaust fumes of the turbine are about 500-600°C hot, which is used to create steam in a flue gas boiler. This in turn drives a steam turbine. In this way, about 400 MW is supplied in this installation. But sometimes this is not enough and peaks in demand for electricity have to be absorbed. This requires an extra burner that starts quickly and increases the temperature of the steam from 150°C to about 800°C. This results in an extra 100MW.

Delivery of the flowmeter
Meterrun with differential pressure flow meter with orifice flow element
For this skid we supplied a differential pressure flow meter from Seiko. Because natural gas is measured here as a fuel, the installation must comply with the American AGA-3 standard, which prescribes that flow must be measured with a differential pressure gauge with orifice flow element. In order to obtain controlled flow conditions, the inlet and outlet elements are also part of the whole. All pressure and temperature sensors are triple in design.
- The calibration went up to 250pnd pressure, but the pressure was sometimes higher than that, so the meter was not accurate.
- There were problems with reading the meter.
- Downtime as a result of periodic calibration (10 days).
- Maintenance because the meter had moving parts.
Calibration of a differential pressure flow meter
Absolute accuracy of a flowmeter in a control loop for a burner is less important than repeatability. Nevertheless, this meter is calibrated because the end customer wants certainty about the emissions. Under operational pressure, a measuring plate is no longer as straight as it is in an unloaded state. And in the case of a differential pressure flow meter with orifice plate, there is also a discharge coefficient that depends on the Reynolds number. And the Reynolds number is influenced by the inlet and outlet elements. Therefore it is a prerequisite to calibrate the meter run as a whole. This flow meter is calibrated with water. The calibration facility can handle meter runs up to 68 meters in length, 53" in diameter at a flow of 5300m3/h - so the 4.5 meters and DN150 of this meter run was no problem at all! The gas-street-burner combination has a lifespan of about 30 years and during that period it is almost completely maintenance free. The design is so robust that the flow meters are not even calibrated over time.

Meterrun with pressure- and temperature recorders
Burner of the CCGT station
Test of the entire gas street
The gas line undergoes a 5-step test procedure. The control electronics are tested with simulation software that De Jong writes himself. The physical testing starts with a pressure test by squeezing with water at a pressure of 23 bar. This is followed by a leak test with soap. The testing in the factory is concluded with a functional test in which all actuators and sensors are controlled and read out. In the power plant, another off-take test is carried out when the system is put into operation.
More information?
More information about our products or looking for a custom solution?
Please contact our Sales Engineers.
NL: +31 70 413 07 00
CN: +86-(0)10-60576210
USA: +(1) 973 383 0691
TW: +886-(0)3-5600560
Already know who you're dealing with? Contact your salesperson directly:
Look up salesperson
WE MAKE YOUR TECHNOLOGY WORK
NL - Tel. +31 70 413 07 50
USA - Tel. +(1) 973 383 0691
CN - Tel. +86 (10) 56865822/56865835
TW - Tel. +886-(0)3-5600560